▷関連:センター・バイト・ドリル
バイト(ホルダ)やドリル、または センターなどの把握する箇所の事を指します。
外径バイトのシャンクは四角形状をしているため「角(かく)シャンク」と呼び、内径バイトは丸いので「丸(まる)シャンクと呼びます。

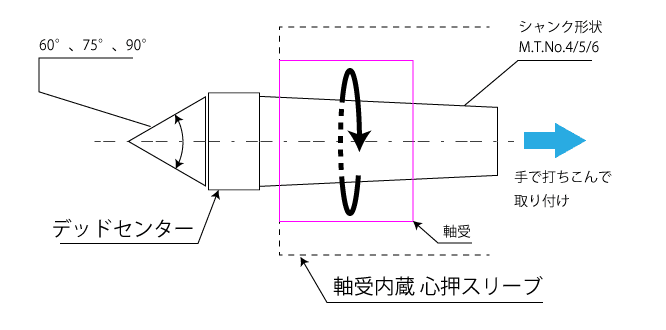
ドリルにはシャンク部がストレート形状をしている「ストレートシャンク」と傾斜形状をしている「テーパーシャンク」があります。「テーパーシャンクドリル※」のシャンクとセンターのシャンク形状はJISに規定されたモールステーパーになっています。
◇ストレートシャンクドリル

◇テーパーシャンクドリル

※テーパーシャンクドリルの事を略して「テーパードリル」とも呼びますが、このブログ内では「ドリルの『先端』がテーパー形状になっているドリル」のことをテーパードリルと呼ぶため、シャンクがテーパーになっているドリルの事は略さずに記載することとします。
[参考:各シャンクの呼び方(例)]
・外径バイト:25×25角のシャンク→□25シャンク(にじゅうご・かく・-)
・内径バイト:φ32のシャンク→φ32シャンク(さんじゅうに・まる・-)
・テーパーシャンクドリル:M.T. No.2(モールステーパー・ナンバー・に)
・センター:M.T. No.5(モールステーパー・ナンバー・ご)
バイト(ホルダ)やドリル、または センターなどの把握する箇所の事を指します。
外径バイトのシャンクは四角形状をしているため「角(かく)シャンク」と呼び、内径バイトは丸いので「丸(まる)シャンクと呼びます。
ドリルにはシャンク部がストレート形状をしている「ストレートシャンク」と傾斜形状をしている「テーパーシャンク」があります。「テーパーシャンクドリル※」のシャンクとセンターのシャンク形状はJISに規定されたモールステーパーになっています。
◇ストレートシャンクドリル
[参考:各シャンクの呼び方(例)]
・外径バイト:25×25角のシャンク→□25シャンク(にじゅうご・かく・-)
・内径バイト:φ32のシャンク→φ32シャンク(さんじゅうに・まる・-)
・テーパーシャンクドリル:M.T. No.2(モールステーパー・ナンバー・に)
・センター:M.T. No.5(モールステーパー・ナンバー・ご)